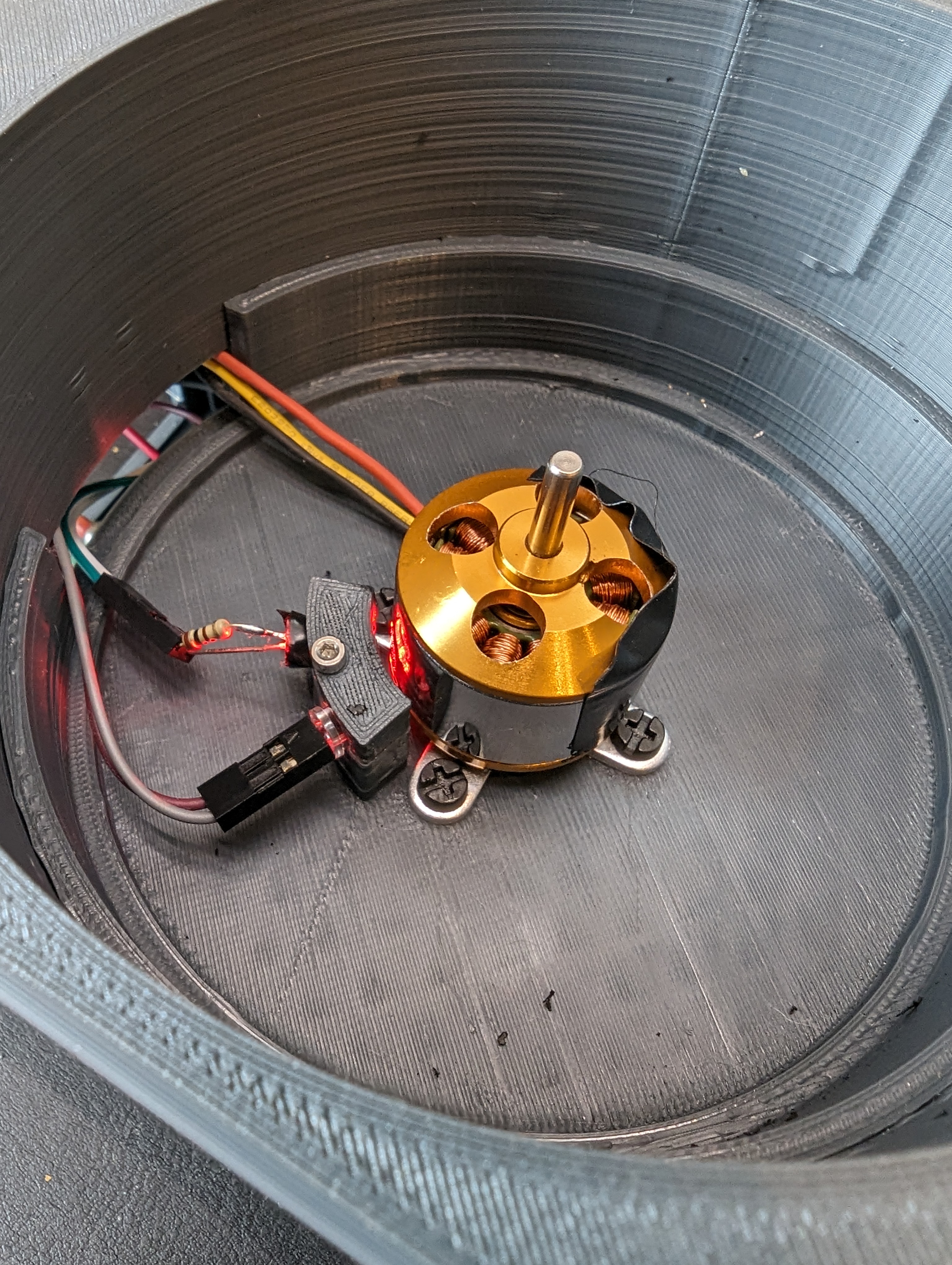
With the tachometer done, the next step was to get the ancient BLDC and ESC wired up and figure out how fast they were spinning. I know that the motor spins very fast but I really didn’t know how fast it was. It turns out that the speed is mostly too fast.
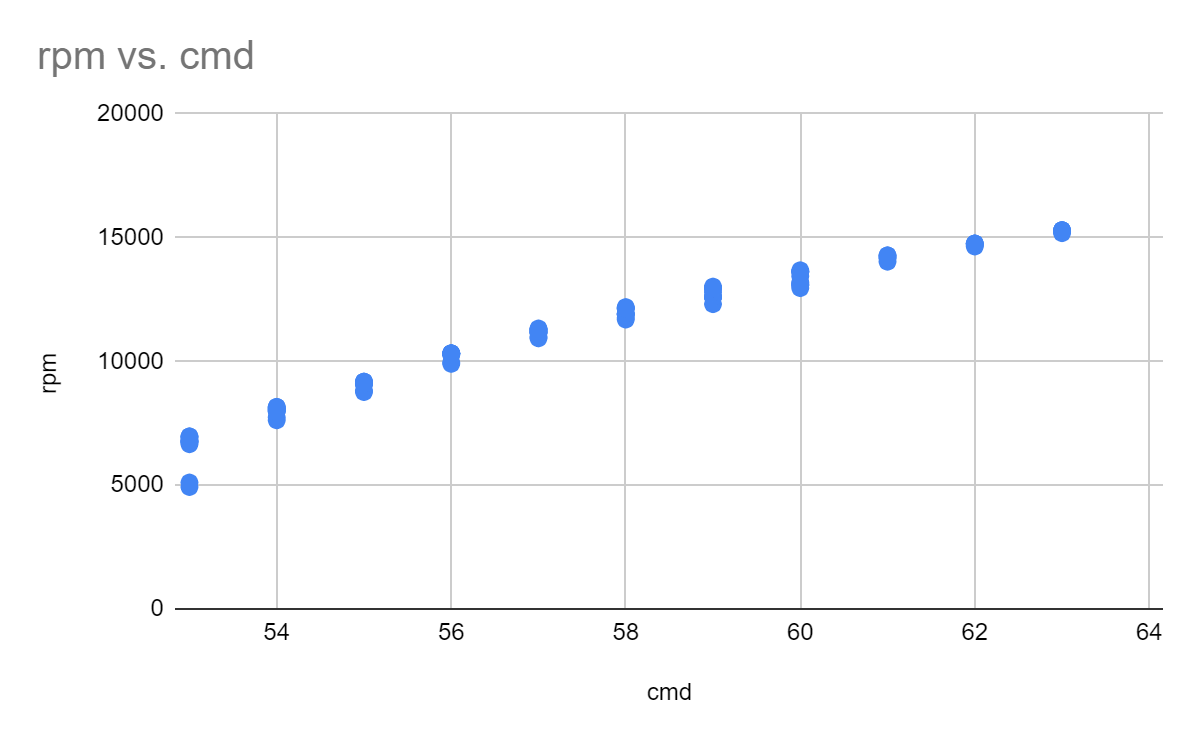
Here I plotted the RPM vs input command, which is basically in “hobby servo degrees” since that is how the ESC expects to get commands- a pulse every 20ms where the width of the pulse corresponds to…something. I mostly care about speeds between 5-10k, which gives me about 4 settings. I suspect that by decreasing the voltage of the power supply, I could decrease the minimum speed by limiting the free-run voltage across the motor.
As I said, its not clear exactly what the mapping is from pulses to rpm, since I don’t really know how the controller works- is it closed loop? is speed control achieved with voltage limiting, or is there actually feedback? Right now it doesn’t matter since my goal is just to make things spin fast. As you can see here, the motor spun fast enough that the tape I was using as part of the encoder ripped itself off and disintegrated all over the inside of the container.
Next Up: A PCB
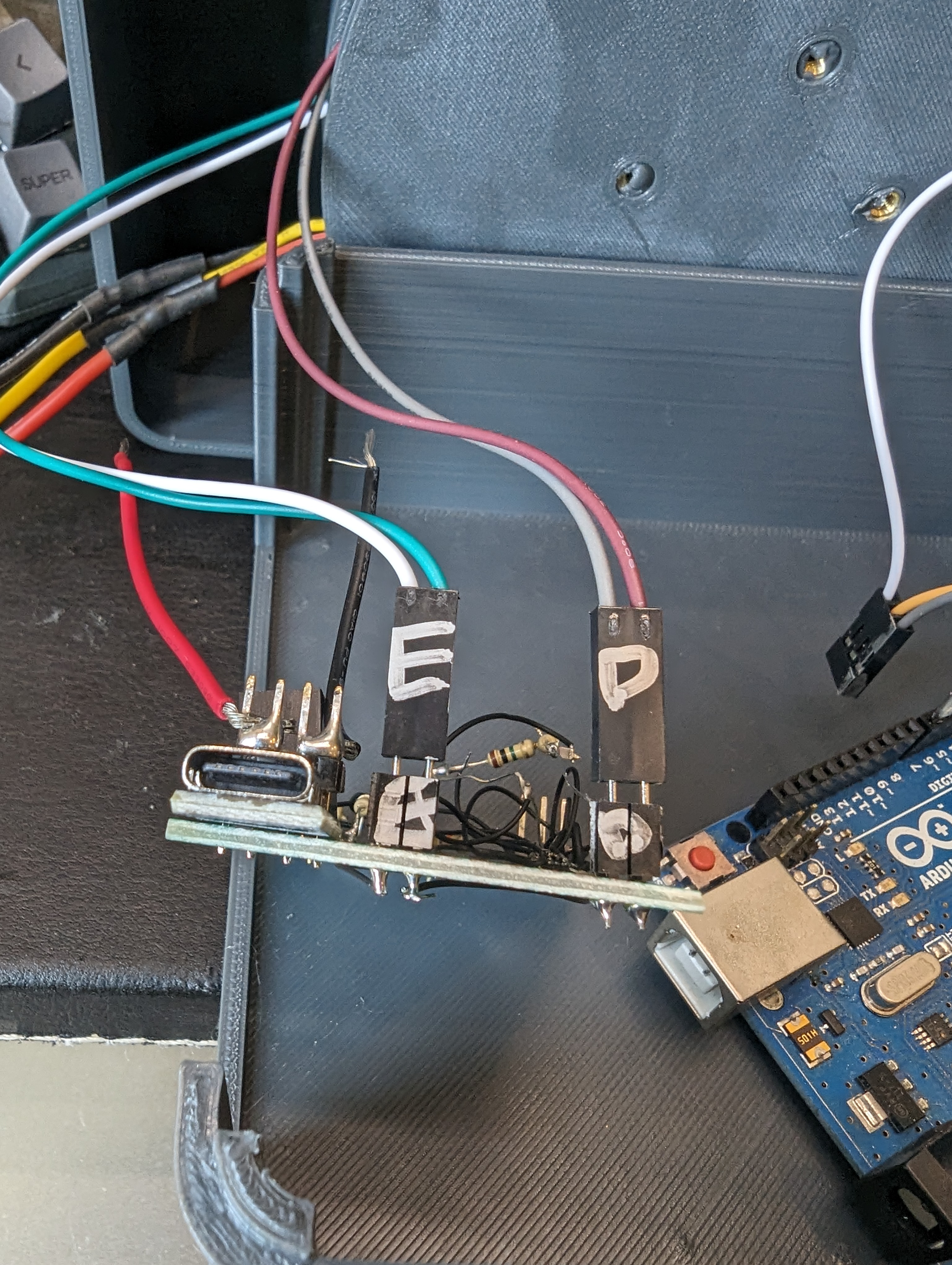
absolute chaos
Based on a lot of really annoying fiddling and having parts get de-soldered during assembly, I have decided I really need a PCB for this project to prevent it from self-destructing by vibrating my deadbug soldering apart. A display, and maybe some buttons would help make it fully usable.
As a scuba diver, I know that its only a matter of time until my gear looses the battle against corrosion and crud. Unlike most other sports, getting gear serviced is very frustrating- I have yet to find a place that can tell me exactly how long service will take and even for simple service, kits are often not in stock, or are a pain to get.
So this is a post about servicing my inflator valve, which has felt a little leaky. While I have not noticed any noises, it has felt like there is always a lot of air in the suit, even if I have not added any.
To be fair to sitec, they do make very reasonably priced kits available (from Europe), which contain a few orings, as well as a special clip that will almost certainly be broken when the valve is disassembled. They also do provide disassembly tools, if you want to buy them.
If I could get a kit for a reasonable price (from the US), I would have- however, I have a 3d printer and not a lot of patience, so I decided to fix it myself.
If you cant open it, you don’t own it…
Step one was to get the valve out. Whoever tightened it down really did a “good job”. To avoid waiting to get the special wrench from sitec to even find out if my valve was leaking, I printed my own. You can get the files here. These wrenches fit down over very small lugs on the inside and outside of the inflator valve.
maybe the culprit!
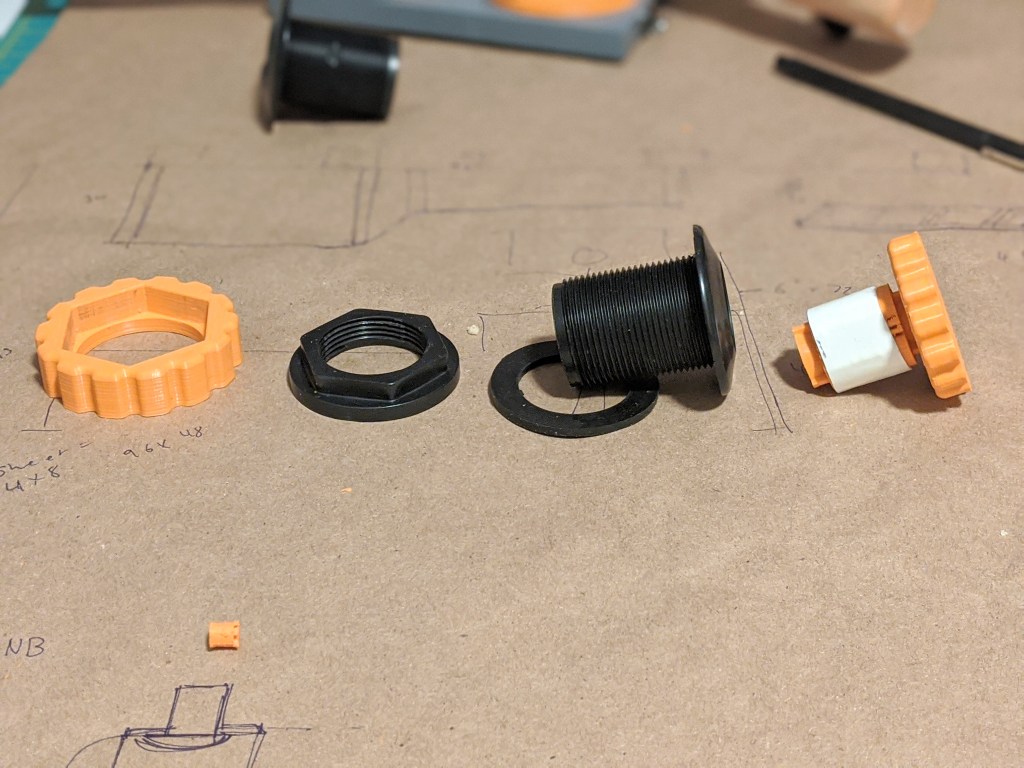
Next, the BARE sticker was peeled off and the button underneath was unscrewed with a 2mm and 4mm hex key. This allowed the valve barrel to be removed and the orings inspected. Interestingly, the bottom one was nicked-possibly the source of the leaking.
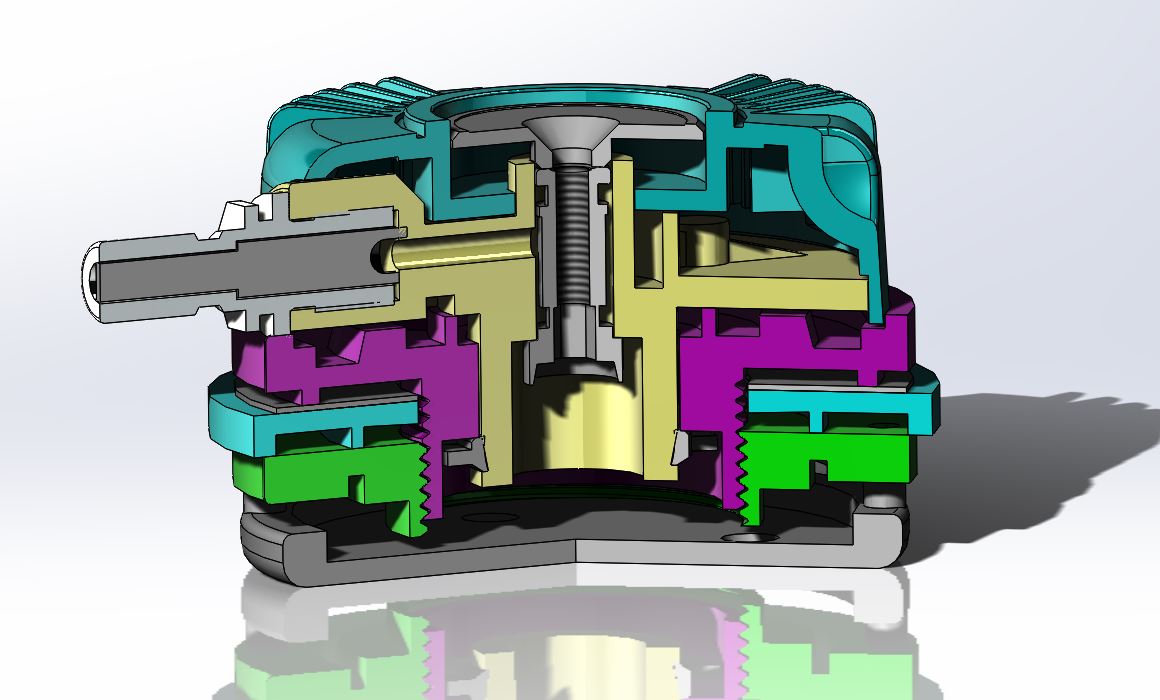
My model of the inflator valve, sitec part number
I started my maintenance with taking my inflator valve apart. After measuring some orings, it seems like the two small orings in the valve itself can be replaced with -008 orings, the oring in the nipple is a -009 oring and the swivel oring is metric 19.5 ID x 3mm cross section. All are available on McMaster, and buna N should be sufficient. Basically for the same price as a single repair kit, I got about 50- aside from one crucial part- the clip.
The Clip
RIP clip
I really cant explain why sitec chose to use a plastic clip to retain the outside of the valve to the inside of the valve. While it obviously works, there is no way to get it off without destroying it. Other folks have replaced it with C clips and spacers. I also bought said c clips, but I also modeled the clip and printed one on a pretty beefy multijet fusion printer.
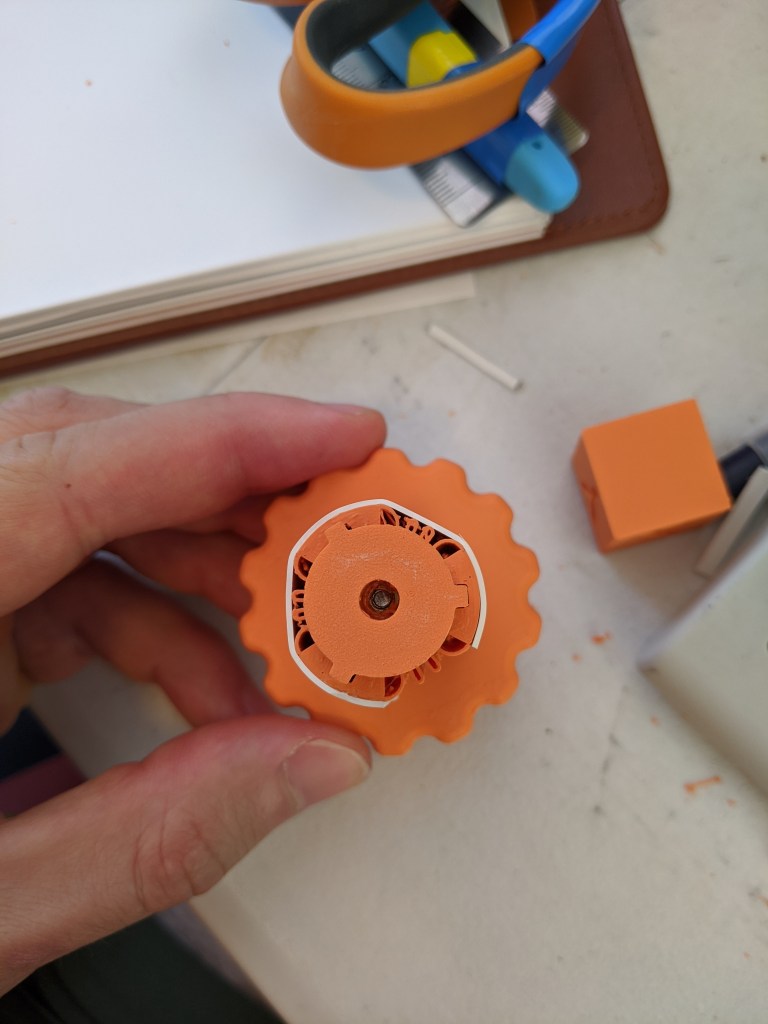
Sweet sweet 3d printed clip
It seems like it works fine! I have managed to stay completely dry while using it. There is no perceptible “wiggle” in the assembly, and it still rotates fine. If you want to make your own, the files for the clip (and the whole valve) are on grabcad.
N.B.
There was some crusty stuff in the screw that holds the valve together. I imagine it is a sealant to keep water from leaking under the sticker, through the screw, and into the suit. To keep this sealed, I added a little aquaseal during reassembly.
Also, the sticker seems to have gone back on just fine- which is surprising, given that it was left off for several days.
I recently had an issue with tightening bulkhead connectors. Since one side is round, its hard to really crank down on the nut that seals the flange! Grabbing the tiny, round flange just does not provide enough torque, no matter what you do. I am using these on a new counterlung design, so my goal was to make some small tools for assembling or breaking down the rebreather, but they needed to be hand-operated. While I did consider drilling holes in the flange and making a pin spanner that would be annoying since that is a sealing surface and because I would need to modify off she shelf parts whenever I got them. So I decided to build a arbor to grip the ID of the part.
Typical expanding arbor, this one is from MSC
Typically an arbor is pretty simple- a wedge is screwed into a slitted block, and the block (in this case a cylinder) expands. This is pretty simple, and is a wonderful one piece construction. However, if you tried to print this it would be unlikely to work because of the huge stress concentrator at the root of the cut, and because you are creating a torque that is pulling right where the weak layer lines of the print would have to be!
Flexures are cool
single-extrusion-width flexure for parallel motion
My solution was to use single-extrusion-width flexures instead. A flexure is more or less a skinny piece of material that is bendy and stretchy…but on purpose. Because the material is thin, the maximum compressive and tension forces on the material stay small, even when the material is bent. Consider a piece of polycarb bent to make a face shield vs a sheet of bulletproof glass. If you bend one, it will spring back to being flat, while the other one will snap in half!
photo from hackaday
Another important note about flexures is that they can be very rigid in some directions, but flexible in others. That is how flexure motor couplings work- they are rigid in rotation, but flexible in other directions, as you can see. And since they (should) operate in the fully elastic region of the materials stress, they should also operate more or less forever, with no maintenance. This is highly desirable compared to multi-part assemblies.
However, flexures tend to be long compared to the amount of motion they can produce. A good rule of thumb is the length of the flexure (including total length of a zig zag) will be 10-20x the length you can expect it to move.
I had already done some experimentation with single-extrusion width flexures for a small parallel motion flexure, so I knew they worked. I had not tried to make a zig-zag of them, but I knew in theory the slicer would slice them and that they would be extremely flexible.
Photo of flexure
Here you can see the folds of the zig-zag flexure. To increase the amount of friction, I glued a piece of 1/32″ EPDM to the outside with superglue. Superglue seems to have ok bonding properties with superglue, as long as it is glued to something rigid. I could probably peel the EPDM off of the mandrel if I wanted, and in previous tests the EPDM has failed, not the superglue (CA glue). One thing to note is that some of the zig-zags are actually stuck together by stringing on the 3d printer- this is really annoying, and this design would benefit from better retraction settings, or more space between lines.
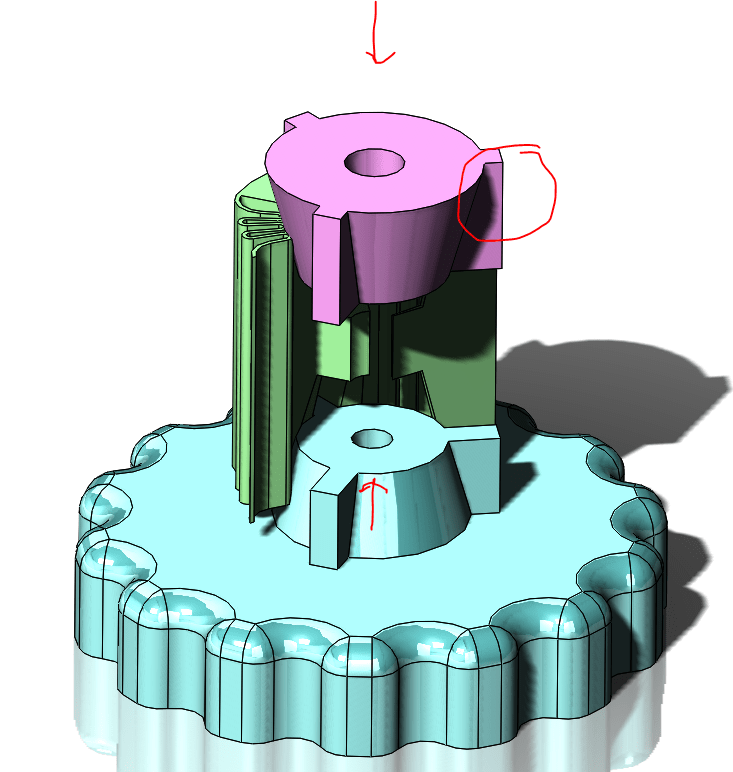
Expander wedges shown in cross section
Here you can see how it works- two cones are pulled together, which acts on a conical surface in the arbor core. This pushes the wedges outward, and into the ID of the part. This is achieved with a heat-set M3 insert on one side, and a long m3 bolt that goes through the whole assembly. While it would be possible to have just one wedge, I thought that two would be better since it would prevent twisting the flexures and create an expanding cylinder shape instead of an expanding cone shape.
Another critical feature seen here are the fins on the cones that go into matching slots in the flexure. These prevent the nut from spinning freely, and it also allows transmission of torque from the handwheel to the arbor, once the wedges are locked in place rotationally.
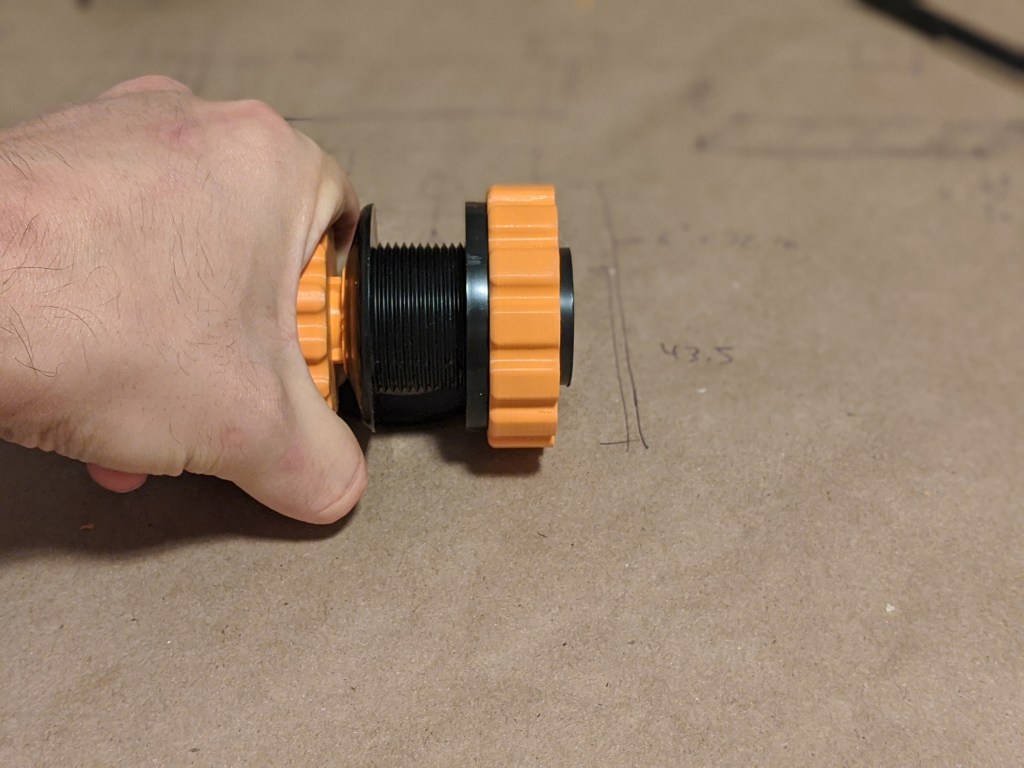
The orange handles let you really crank down!
Here it is in use. the large diameter of the bottom wedge is for gripping- it is about the same size as the grip for the nut, and by using these two the nut can be tightened about as tightly as I could want.
Notes for successful flexure printing:
-make the width of the flexure the same width as your nozzle/whatever width your printer thinks it is printing
-flexure bending axis will be paralell to z axis for this technique. I could imagine a way to make a flexure on the build plate but that’s different than this technique
-try to convince your slicer to prioritize outside “skin” layers, including the flexure.
-Explicitly tell the slicer not to put the z-seam on the flexure. While flexures are bendy, the z seam in theory/in practice is thinner and weaker, and putting it on a flexure is a good way to snap it. A few seams here and there are ok
-Attempt some kind of strain relief where the flexure goes into the part-put a biiiig radius on the flexure before that point. since we are relying on a single width of filament to bond to the rest of the shell here, adding a radius here probably wont help since even the smallest printable radius is much much stiffer than a single wall thickness.
What I would do differently/what went wrong
The flexure I made is pretty aggressive in terms of width between folds. I could probably go down to fewer folds since the wedges dont need to move very far. This would give me more clearance between lines, which would help with the stringing issue Or I could even go down to just two wedges, which would give me a lot of room for flexures and could even give me some extra surface area.
Additionally, the angle of the wedges is a little narrower than some previous prints. This makes them tend to get stuck, as less of the restoring force of the flexures is pushing them up and back out of the cone of the flexure. Its only about a difference of 8 degrees included angle, but it is significant. This makes it a little fiddly to get the flexure out of the hole once it has been set. this could be improved by reducing friction between the printed surfaces, but it seems simpler to make it work right off the printer. It would be distracting if you were servicing something using the tool.
I will also probably change to some kind of hand-operable and fully captured screw. as it is, it requires an additional screw (allen key) to actuate the clamp. While that is ok, it would be very convenient to have a clamp that did not require a small, easily corroded tool, and it would be nice if the screw couldn’t fall out.